


SMT лепилото, известно още като SMT лепило, SMT червено лепило, обикновено е червена (също жълта или бяла) паста, равномерно разпределена с втвърдител, пигмент, разтворител и други лепила, използвана главно за фиксиране на компоненти върху печатната платка, като обикновено се разпределя чрез дозиране или ситопечат върху стомана. След закрепване на компонентите, те се поставят във фурна или пещ за пренагряване за нагряване и втвърдяване. Разликата между него и спояващата паста е, че се втвърдява след нагряване, температурата на замръзване е 150°C и не се разтваря след повторно нагряване, т.е. процесът на топлинно втвърдяване на пластира е необратим. Ефектът от употребата на SMT лепилото ще варира в зависимост от условията на термично втвърдяване, свързания обект, използваното оборудване и работната среда. Лепилото трябва да се избере в съответствие с процеса на сглобяване на печатна платка (PCBA, PCA).
Характеристики, приложение и перспективи на SMT лепенката за пластири
SMT червеното лепило е вид полимерно съединение, основните компоненти на което са основният материал (т.е. основният високомолекулен материал), пълнител, втвърдител, други добавки и т.н. SMT червеното лепило има вискозитет, течливост, температурни характеристики, характеристики на омокряне и т.н. Според тази характеристика на червеното лепило, целта на използването му в производството е частите да се залепят здраво за повърхността на печатната платка, за да се предотврати падането им. Следователно, лепилото за пластири е чиста консумация на несъществени технологични продукти и сега, с непрекъснатото усъвършенстване на дизайна и процеса на PCA, са реализирани повторно заваряване през отвори и двустранно повторно заваряване, а процесът на монтаж на PCA с помощта на лепило за пластири показва тенденция на все по-малко и по-малко.
Целта на използването на SMT лепило
① Предотвратяване на падане на компоненти при запояване с вълна (процес на запояване с вълна). При използване на запояване с вълна, компонентите се фиксират върху печатната платка, за да се предотврати падането им, когато печатната платка преминава през канала за спояване.
② Предотвратете падането на другата страна на компонентите при повторно заваряване (двустранен процес на повторно заваряване). При двустранното повторно заваряване, за да се предотврати падането на големите устройства от запоената страна поради топлинното топене на спойката, трябва да се използва SMT лепило.
③ Предотвратяване на изместване и изправяне на компонентите (процес на повторно заваряване, процес на предварително покритие). Използва се в процеси на повторно заваряване и процеси на предварително покритие, за да се предотврати изместване и повдигане по време на монтаж.
④ Маркиране (вълново запояване, повторно заваряване, предварително покритие). Освен това, когато печатните платки и компонентите се сменят на партиди, за маркиране се използва лепило за пластири.
SMT лепилото се класифицира според начина на употреба
a) Тип остъргване: оразмеряването се извършва чрез печат и остъргване на стоманена мрежа. Този метод е най-широко използваният и може да се използва директно върху пресата за спояваща паста. Отворите на стоманената мрежа трябва да се определят според вида на частите, характеристиките на основата, дебелината, както и размера и формата на отворите. Предимствата му са висока скорост, висока ефективност и ниска цена.
б) Вид нанасяне: Лепилото се нанася върху печатната платка чрез дозиращо оборудване. Необходимо е специално дозиращо оборудване и цената е висока. Дозаторното оборудване използва сгъстен въздух, като червеното лепило се нанася върху основата чрез специална дозираща глава. Размерът на точката на лепене, количеството, времето, диаметърът на тръбата под налягане и други параметри се контролират от дозиращата машина. Функцията на дозиращата машина е гъвкава. За различни части можем да използваме различни дозиращи глави, да променяме параметрите, както и формата и количеството на точката на лепене, за да постигнем желания ефект. Предимствата са удобство, гъвкавост и стабилност. Недостатъкът е лесното изтегляне на тел и образуването на мехурчета. Можем да регулираме работните параметри, скоростта, времето, налягането на въздуха и температурата, за да сведем до минимум тези недостатъци.
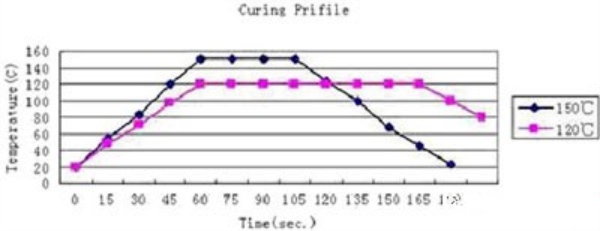
Типични условия на втвърдяване на SMT лепенка за пластири
| Температура на втвърдяване | Време за втвърдяване |
| 100℃ | 5 минути |
| 120℃ | 150 секунди |
| 150℃ | 60 секунди |
Забележка:
1, колкото по-висока е температурата на втвърдяване и колкото по-дълго е времето за втвърдяване, толкова по-силна е якостта на свързване.
2, тъй като температурата на лепилото за пластири ще се променя в зависимост от размера на частите на основата и позицията на монтаж, препоръчваме да се намерят най-подходящите условия за втвърдяване.
Съхранение на SMT пластири
Може да се съхранява 7 дни на стайна температура, повече от 6 месеца при температура под 5°C и повече от 30 дни при температура от 5 до 25°C.
SMT управление на лепила
Тъй като SMT лепилото за червено лепило се влияе от температурата със собствения си вискозитет, течливост, омокряне и други характеристики, SMT лепилото за червено лепило трябва да има определени условия на употреба и стандартизирано управление.
1) Червеното лепило трябва да има специфичен номер на потока, според броя на подаванията, датата, вида и номера.
2) Червеното лепило трябва да се съхранява в хладилник при 2 ~ 8 °C, за да се предотврати промяна в характеристиките поради температурни промени.
3) Червеното лепило трябва да се затопли на стайна температура в продължение на 4 часа, по реда на употреба „първи влязъл, първи излязъл“.
4) За операцията по дозиране, червеното лепило на маркуча трябва да се размрази, а неизползваното червено лепило трябва да се постави обратно в хладилника за съхранение, като старото и новото лепило не могат да се смесват.
5) За да попълни точно формуляра за запис на температурата на връщащата се вода, лицето за температурата на връщащата се вода и времето за температурата на връщащата се вода, потребителят трябва да потвърди завършването на измерването на температурата на връщащата се вода преди употреба. Обикновено червеното лепило не може да се използва с изтекъл срок на годност.
Характеристики на процеса SMT лепило за пластири
Якост на свързване: SMT лепилото трябва да има силна якост на свързване, след втвърдяване, дори при температура на топене на спойката, тя не се отлепва.
Точково покритие: В момента методът на разпределение на печатни платки е предимно точково покритие, така че лепилото трябва да има следните свойства:
① Адаптиране към различни процеси на монтаж
Лесно настройване на захранването на всеки компонент
③ Лесно се адаптира, за да замени различните видове компоненти
④ Стабилно количество точково покритие
Адаптиране към високоскоростна машина: използваното лепило за пластири трябва да отговаря на изискванията за висока скорост на точково покритие и високоскоростна машина за пластири, по-специално, високоскоростно точково покритие без изтегляне на тел и високоскоростен монтаж, печатна платка в процеса на предаване, лепилото трябва да гарантира, че компонентите не се движат.
Изтегляне на тел, свиване: след като лепилото за кръпка залепне за подложката, компонентите не могат да постигнат електрическа връзка с печатната платка, така че лепилото за кръпка не трябва да се изтегля по време на нанасяне на покритието и да се свива след нанасяне, за да не се замърси подложката.
Втвърдяване при ниска температура: При втвърдяване, топлоустойчивите щепселни компоненти, заварени чрез заваряване с вълнообразен гребен, също трябва да преминат през пещ за повторно заваряване, така че условията на втвърдяване трябва да отговарят на ниската температура и краткото време.
Саморегулиране: При процеса на повторно заваряване и предварително покритие, лепилото за пластири се втвърдява и фиксира преди спойката да се разтопи, така че ще предотврати потъването на компонента в спойката и саморегулирането. В отговор на това производителите са разработили саморегулиращ се пластир.
SMT лепила, често срещани проблеми, дефекти и анализ
подвлачище
Изискването за якост на тягата на кондензатора 0603 е 1.0KG, съпротивлението е 1.5KG, а якостта на тягата на кондензатора 0805 е 1.5KG, а съпротивлението е 2.0KG, което не може да достигне горната тяга, което показва, че якостта не е достатъчна.
Обикновено се причинява от следните причини:
1, количеството лепило не е достатъчно.
2, колоидът не е 100% втвърден.
3, печатната платка или компонентите са замърсени.
4, самият колоид е крехък, без здравина.
Тиксотропна нестабилност
Спринцовка с лепило от 30 мл трябва да бъде ударена десетки хиляди пъти с въздушно налягане, за да се използва, така че самото лепило за пластири трябва да има отлична тиксотропия, в противен случай ще се получи нестабилност на точката на лепене, твърде малко лепило, което ще доведе до недостатъчна здравина, причинявайки отлепване на компонентите по време на запояване с вълна, или напротив, количеството лепило е твърде голямо, особено за малки компоненти, лесно залепващи за подложката, предотвратявайки електрически връзки.
Недостатъчно лепило или точка на теч
Причини и контрамерки:
1, печатната платка не се почиства редовно, трябва да се почиства с етанол на всеки 8 часа.
2, колоидът има примеси.
3, отворът на мрежестата дъска е неразумно малък или налягането на дозиране е твърде малко, дизайнът на недостатъчно лепило.
4, в колоида има мехурчета.
5. Ако дозиращата глава е запушена, дозиращата дюза трябва да се почисти незабавно.
6, температурата на предварително нагряване на дозиращата глава не е достатъчна, температурата на дозиращата глава трябва да се настрои на 38℃.
изтегляне на тел
Така нареченото изтегляне на тел е феноменът, при който лепилото за пластири не се разкъсва по време на нанасяне и то е свързано нишковидно по посока на нанасящата глава. Има повече телчета и лепилото за пластири е покрито върху печатната подложка, което води до лошо заваряване. Особено при по-голям размер, това явление е по-вероятно да се случи при нанасяне на точково покритие. Изтеглянето на лепилото за пластири се влияе главно от свойствата на изтегляне на основния му компонент - смолата, и от условията на нанасяне на точково покритие.
1, увеличете хода на дозиране, намалете скоростта на движение, но това ще намали и производствения ви ритъм.
2, колкото по-нисък е вискозитетът и по-висока е тиксотропията на материала, толкова по-малка е склонността към изтегляне, затова се опитайте да изберете такова лепило за пластири.
3, температурата на термостата е малко по-висока, принудена да се настрои към нисък вискозитет, високо тиксотропно лепило за пластири, след което вземете предвид и периода на съхранение на лепилото за пластири и налягането на дозиращата глава.
пещери
Течливостта на пластира ще доведе до срутване. Често срещан проблем със срутването е, че поставянето му твърде дълго след точковото покритие ще доведе до срутване. Ако лепилото за пластира се разпростре върху контактната повърхност на печатната платка, това ще доведе до лошо заваряване. Срутването на лепилото за пластира е възможно при компоненти с относително високи пинове, които не докосват основното тяло на компонента, което ще доведе до недостатъчна адхезия. Така че скоростта на срутване на лепилото за пластири, което е лесно за срутване, е трудно да се предвиди, така че първоначалното настройване на количеството на точковото покритие също е трудно. Поради това трябва да изберем такива, които не са лесни за срутване, т.е. пластири с относително високо съдържание на разтвор за разклащане. За да се избегне срутването, причинено от поставянето му твърде дълго след точковото покритие, можем да използваме кратко време след точковото покритие, за да завършим лепилото за пластира и да избегнем втвърдяването му.
Компонентно отместване
Отместването на компонентите е нежелано явление, което лесно се среща при високоскоростни SMT машини, а основните причини са:
1, е високоскоростното движение на печатната платка в посока XY, причинено от отместването, площта на лепенката на малки компоненти е предразположена към това явление, причината е, че адхезията не е причинена от отместването.
2, количеството лепило под компонентите е неравномерно (например: двете точки на лепене под интегралната схема, едната точка на лепене е голяма, а другата точка на лепене е малка), силата на лепилото е небалансирана при нагряване и втвърдяване, а краят с по-малко лепило е лесен за компенсиране.
Запояване на части с надвълнова спойка
Причините са сложни:
1. Адхезивната сила на пластира не е достатъчна.
2. Преди запояване с вълна е било обработено с ударна сила.
3. Има повече остатъци по някои компоненти.
4, колоидът не е устойчив на въздействието на висока температура
Смес за лепило за кръпки
Различните производители на лепило за пластири имат големи разлики в химичния състав, смесената му употреба лесно води до много недостатъци: 1. трудност при втвърдяване; 2. недостатъчно лепило; 3. сериозно претоварване от запояване чрез свръхвълнова запояване.
Решението е: почистете старателно мрежестата дъска, стъргалката, дозатора и други части, които лесно могат да причинят смесване, и избягвайте смесването на различни марки лепило за пластири.
Време на публикуване: 05 юли 2023 г.





